【中国阀门网】
垫片是解决“跑、冒、滴、漏”的静密封的零件。由于静密封的结构形式很多,故按照这些静密封形式,相应地出现了平面垫、椭圆垫、透镜垫、锥面垫、液体密封垫、0形圈以及各种自密封垫等。
填料是安装在阀杆与阀盖填料函之间、防止介质向外渗漏的一种动密封结构。阀门中使用最多的是压缩填料——一种按使用条件不同,把各种材料组合起来制成绳状、盘状及环状的密封件;其次是柔性石墨填料。
4.3.3.1 垫片安装中容易出现的问题
在垫片的安装中,由于其本身的加工质量及操作者工作质量的诸多因素常常容易出现偏口、错口、张口、偏垫、咬垫等问题,见图4.7。
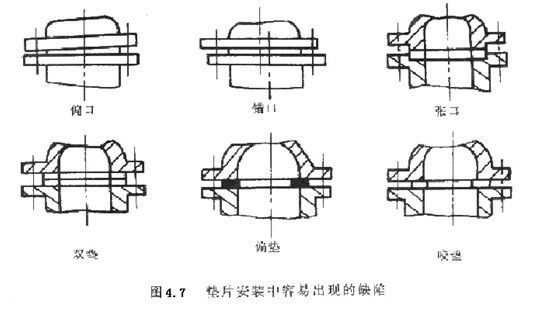
质量问题外,主要是拧紧螺栓时没有按对称均匀、轮流的方法操作,事后又没有四点检查法兰问隙而造成的。
② 错口 错口是由于加工质量不好,两法兰孔中心不对或螺孔错位造成的。也有因安装不正或螺栓直径选用过小,互相移位引起的。
③ 张口 张口产生的原因有二种,一是垫片太厚,使密封面露出在另一法兰的台肩上;二是凸凹面、榫槽面不合套,嵌不进去(后者缺陷是最危险的)。
④ 双垫 双垫的产生往往是为了消除连接处预留间隙不够而又新出现的缺陷。
⑤ 偏垫 偏垫主要是安装不正引起的,垫片伸入阀腔内容易受到介质的冲蚀,并使介质产生涡流。这种缺陷,使垫片受力不均匀,产生泄漏。
⑥ 咬垫 咬垫产生的原因是由于垫片内径过小或外径过大引起的。垫片内径过小,伸入阀腔内,易受介质冲蚀并使介质产生涡流;垫片外径过大,容易使边缘夹持在两密封面的台肩上,使垫片压不严。
此外,垫片在安装中还容易出现划伤表面、垫落槽底等问题,溶剂型液体垫还容易出现溶剂未充分发挥就安装或胶层混入过多空气等问题。
4.3.3.2 垫片的正确安装
垫片的正确安装,应在法兰连接结构或螺纹连接结构、静密封面和垫片经检查无疑,其他阀件完好无损的情况下进行。
① 装垫片前,密封面、垫片、螺纹及螺栓螺母旋转部位涂上一层石墨粉或石墨粉用、机油(或水)调合的润滑剂,垫片、石墨应保持干净。
② 垫片安装在密封面上要逢中、正确,不能偏斜,不能伸入阀腔或搁置台肩上。垫片内径应比密封面内孔大,外径应比密封面外径稍小,这样才能保证垫片受压均匀。
③ 安装垫片只允许装一片,不允许在密封面问装两片或多片来消除两密封面间的问隙不足。
④ 椭圆垫片的安装应使垫片内外圈相接触,垫片两端面不得与槽底相接触。
⑤ O形圈的安装,除圈和槽应符合设计要求外,压缩量要适当,金属空心O形圈一般压扁度为10%~40%,橡胶0形圈的压缩变形率,圆柱面上的静密封取13%~20%;平面静密封面取15%~25%。对内压高的,真空上使用压缩变形应高一些。在保证密封的前提下,压缩变形率越小越好,可以延长0形圈的寿命。
⑥ 垫片在上盖前,阀门应处于开启的位置,以免影响安装和损坏阀件。盖时要对准位置,不得用推拉的办法与垫片接触,以免垫片发生位移和擦伤。调整盖的位置时,应将盖慢慢地提起,再对准轻轻地放下。
⑦ 螺栓连接或螺纹连接的垫片的安装,应使垫片处在水平位置上(螺纹连接的垫片盖,有扳手位置的不得用管子钳)。螺纹拧紧应采用对称、轮流、均匀的操作方法,螺栓应扣满、齐整、无松动。
⑧ 垫片压紧前,应对压力、温度、介质的性质、垫片材料特性了解清楚,确定预紧力。预紧力应保证在试压不漏的情况下,尽量减小(过大的预紧力容易破坏垫片,使垫片失去回弹力)。
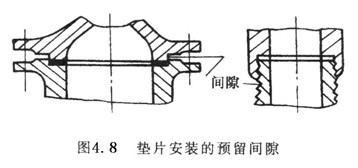
⑨ 垫片上紧后,应保证连接件有预紧的间隙,以备垫片泄漏时有预紧的余地。垫片安装的预留间隙见图4.8所示。
⑩ 在高温工作时,螺栓会产生高温蠕变,产生应力松弛,变形增大,导致垫片处泄漏,需要热紧。反之,在低温条件下,螺栓会产生收缩,需要冷松。高温或低温管道及阀门在开车试运时,其热紧冷松温度见表4.12所示。
表4.12 热紧和冷松温度
|
阀门工作温度,℃
|
一次热紧或冷松温度
℃
|
二次热紧或冷松温度
℃
|
|
250~350
>350
—20~一70
<一70
|
工作温度
350
工作温度
一70
|
工作温度
工作温度
|
|
注:热紧和冷松要适度,操作时要遵守安全技术规程。
|
热紧为加压,冷松为泄压,热紧和冷松应在保持工作温度24h后进行。
⑩密封面采用液体密封垫片时,其密封面应清理或进行表面处理。平面密封面应研磨后相吻合,涂布胶粘剂应均匀(胶粘剂应与工况条件相适应),要尽量排除空气,胶层一般为0.1~O.2mm。螺纹处与平面密封面一样,接触两个面都要涂布,旋入时应立式姿态,以利空气的排出。胶液不宜过多,以免溢出粘污其他阀件。
⑩对螺纹密封采用聚四氟乙烯薄膜生胶带时,应先将薄膜起点用力拉薄,粘在螺纹面上;然后将起点处多余粘胶带除掉,使粘在螺纹上的薄膜成楔形。视螺纹问隙一般缠绕1~3圈,缠绕方向应顺着旋入方向,将终点重合在起点处;慢慢地拉断薄膜成楔形,这样薄膜缠绕的厚度均匀。旋入前,把螺纹端部的薄膜压合一下,以便薄膜随螺纹一起旋入内螺纹中;旋入时要慢,用力要匀;旋紧后不要再动,更要避免回转,否则容易泄漏。
(来源:阀门88)


